Going the Extra Mile for Our Foundry Customers
Introduction
In the foundry industry, the design of a casting is paramount to success. Detail and precision are must-haves, and even the slightest variance can have far-reaching consequences that affect casting quality and dependability, and, ultimately, customer satisfaction.
 Betts Industries, a leading manufacturer of valves, manlids, accessories, and lighting systems, has depended on a strong relationship with Buck Company for more than 10 years. As a foundry partner, Buck manufactures several parts for Betts, including the 3″ vapor valve.
Betts Industries, a leading manufacturer of valves, manlids, accessories, and lighting systems, has depended on a strong relationship with Buck Company for more than 10 years. As a foundry partner, Buck manufactures several parts for Betts, including the 3″ vapor valve.
Producing these valves on a recurring basis for Betts allowed us to recognize that while the overall quality of the production casting appeared high, the actual functioning of the casting was producing gas leakage. Rigorous testing was conducted during the manufacturing process to identify and, where needed, add supplemental impregnation to the castings to prevent the leaks we were seeing. The increased inspection, testing, and rejection rates drove up production costs for Buck and delayed part availability for Betts Industries.
Buck’s engineering team knew that through collaboration with Betts’ team and diligent technical analysis using tools like solidification simulation software, we could identify the defects behind the failures that were driving up the re-work costs and extended delivery timeframes.
Identifying the Problem
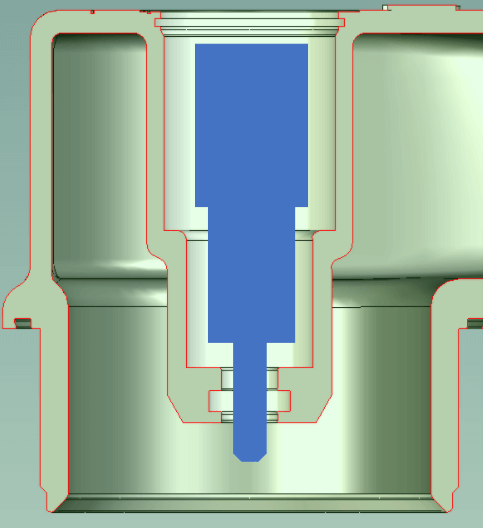
To tackle the leakage and porosity issue, the Buck team started by internally analyzing the part design to determine the cause of the problem. Our analysis showed, with a high degree of certainty, that the root cause of this problem could be eliminated with a minor adjustment to an internal bore dimension within the part so that, as the casting material was cooling, we could achieve better directional solidification.
Our engineering manager, Josh Buelow, explains it more technically: “This design required a suspended boss inside of a thin wall casting. The wall thickness cross-sectional area was ¼ that of the internal suspended boss. So, we had to feed through this thin section to feed a thick section. Of course, we wanted the molten material to solidify back toward the riser to eliminate any voids in the casting itself to maintain the integrity of the casting during solidification. Unfortunately, the thin section would freeze off and the feeding effectivity of the riser can’t continue to pass through to the larger thick section beyond it. This led to the shrink porosity leaving little voids that ultimately resulted in the leaks.”
Confident in the hypothesis, our team presented this analysis to Betts. According to Buelow our goal was to shine a light on the issue and correct a problem. “I don’t want you to believe me,” he told Betts, “I want you to believe the software and data.”
Impressed with the thorough analysis and attention to providing the highest quality services and customer support, Betts agreed with our approach and recommendations and we quickly went to work creating and testing new castings.
The troubleshooting process was robust and thorough. It really required someone like Josh to bird-dog this every step of the way through the foundry while maintaining a consistent flow of meaningful dialogue and give-and-take between Buck and Betts. — Paul Allen Wood, Purchasing Manager, Betts Industries
Updated Casting Brings Improved Results
Within two months of the new design test being proposed, Buck was manufacturing production parts to the newly approved customer specs. Buck developed a new core box and added a core to the suspended boss area which allowed for both better directional solidification eliminating the porosity issue and reduction of the material that Betts needed to machine out of the finished part. In this way, we didn’t need to change their overall design – which many times is a pain point for customers. How’s it working? Since introducing the change, we’ve manufactured over 6,900 production parts to this new spec and have maintained a zero percent failure rate.
Both the customer and Buck are very happy with the results. According to Buelow, “we approached this project understanding that [Betts Industries] had every right to be frustrated. We wanted to help solve the problem so that they could get their parts more quickly, get them assembled, and shipped to their customers.”
In addition to the zero percent failure rate, the new spec also:
- Reduced lead time by 2 weeks since the parts no longer needed to be impregnated to prevent leaks.
- Reduced production costs thanks to yield improvements and lower scrap rates.
- Reduced machining time and costs for the customer.
- Allowed us to identify adjustments in a similar casting that can improve the production of a related part.
Conclusion
At Buck Company, our commitment to customer success drives us to produce the highest quality casting, at the best possible value with truly superior client service. We believe we’re successful when our customers are successful. With two separate foundries in one state-of-the-art facility, Buck Company is focused on providing you with a strategic partnership for ductile and malleable iron castings, as well as aluminum, bronze, and brass. How can we help you?